|
|
您現(xiàn)在的位置 > 客戶服務(wù)
立式加工中心的電氣與PLC控制 |
| 發(fā)布時間:2020/1/10 15:48:00 |
立式加工中心的電氣與PLC控制
加工中心是帶有刀庫和自動換刀裝置,能夠一次裝夾連續(xù)對工件進(jìn)行銑削、鉆孔、鏜孔、鉸孔、攻絲等多工序加工的數(shù)控卷板機(jī)床。加工中心一般可以實(shí)現(xiàn)三軸聯(lián)動,有的可以實(shí)現(xiàn)四軸或五軸聯(lián)動。加工中心與其他數(shù)控卷板機(jī)床相比,主要特點(diǎn)是能夠?qū)崿F(xiàn)一次裝夾完成多工序的加工。加工中心功能齊全,它大大減少了工件的裝夾次數(shù)、測量和卷板機(jī)床調(diào)整的時間。不僅提高了工件的加工精度,而且減少了工件的周轉(zhuǎn)、搬運(yùn)和存放時間,提高了卷板機(jī)床的利用率。當(dāng)要加工形狀比較復(fù)雜并且精度要求高、品種更換頻繁的工件時,加工中心的特點(diǎn)更明顯。
加工中心按照布局形式可以分為臥式加工中心、立式加工中心、龍門式加工中心、萬能加工中心。立式加工中心是比較常見的加工中心,本節(jié)以立式加工中心為例進(jìn)行介紹。立式加工中心是指主軸中心線處于垂直狀態(tài)的加工中心,結(jié)構(gòu)大部分為固定立柱式,工作臺為長方形。
一、立式加工中心的結(jié)構(gòu)
圖13所示是VMC850B立式加工中心外形結(jié)構(gòu)圖。立式加工中心主要由5部分組成。
(1)基礎(chǔ)部件:它是立式加工中心的基礎(chǔ)結(jié)構(gòu),由床身、工作臺、導(dǎo)軌和立柱等結(jié)構(gòu)
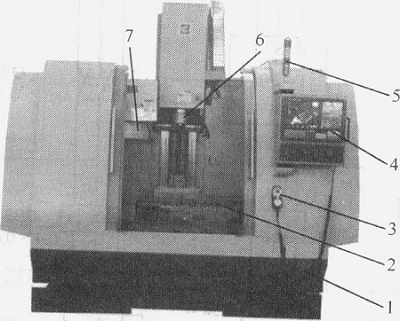
圖13 VMC850B立式加工中心外形結(jié)構(gòu)圖
二、立式加工中心的運(yùn)動形式及控制要求
(1)松緊刀控制:在緊刀狀態(tài)下,按下外接松緊刀按鈕(SF3)或按下CNC操作面板的松緊刀按鍵或執(zhí)行松刀指令,松刀輸出信號有輸出,KF4線圈得電,KF4常開觸點(diǎn)閉合。電磁閥MBl得電動作,改變氣路推動活塞向松刀方向移動,當(dāng)檢測到松刀到位信號后松刀完成。在松刀狀態(tài)下,松開外接松緊刀按鈕(SF3)或松開CNC操作面板的松緊刀按鍵或執(zhí)行緊刀指令,松刀輸出信號停止輸出,KF4線圈失電,KF4常開觸點(diǎn)斷開。電磁閥MBl失電,改變氣路推動活塞向緊刀方向移動,當(dāng)檢測到緊刀到位信號后緊刀完成。
(2)刀庫前進(jìn)/后退控制:在刀庫調(diào)試模式下,按下CNC操作面板刀庫前進(jìn)按鍵,刀庫前行信號有輸出,刀庫向主軸方向移動;按下CNC操作面板刀庫后退按鍵,刀庫后退信號有輸出,刀庫向原位移動。在非調(diào)試模式下,當(dāng)滿足條件時,執(zhí)行刀庫前進(jìn)指令,刀庫前進(jìn)信號有輸出,刀庫移動,檢測到刀庫前進(jìn)到位信號后,指令執(zhí)行完成;執(zhí)行刀庫后退指令,刀庫后退信號有輸出,刀庫移動,檢測到刀庫后退到位信號后,指令執(zhí)行完成。當(dāng)?shù)稁烨斑M(jìn)信號有輸出,KF5線圈得電,常開觸點(diǎn)閉合。電磁閥MB2得電,改變氣路推動活塞,刀庫向靠近主軸方向移動。當(dāng)?shù)稁旌笸诵盘栍休敵觯琄F6線圈得電,常開觸點(diǎn)閉合。電磁閥MB3得電,改變氣路推動活塞,刀庫向遠(yuǎn)離主軸方向移動。
(3)刀盤旋轉(zhuǎn)控制:在刀庫調(diào)試模式下,按下操作面板刀盤順時針轉(zhuǎn)按鍵,刀庫順時針轉(zhuǎn)信號有輸出,刀盤順時針旋轉(zhuǎn)一個刀位后停止;按下操作面板刀盤逆時針轉(zhuǎn)按鍵,刀庫逆時針轉(zhuǎn)信號有輸出,刀盤逆時針旋轉(zhuǎn)一個刀位后停止。在非刀庫調(diào)試模式下,執(zhí)行選刀指令,根據(jù)當(dāng)前刀號和目標(biāo)刀號選擇最短路徑,并計(jì)算需要經(jīng)過多少個刀位。輸出對應(yīng)的刀盤旋轉(zhuǎn)信號,當(dāng)?shù)段挥?jì)數(shù)信號變化一定次數(shù)后,停止刀盤旋轉(zhuǎn),選刀完成。到刀盤順時針旋轉(zhuǎn)信號有輸出,KF2線圈得電,常開觸點(diǎn)閉合。交流接觸器QA2線圈得電,常開觸點(diǎn)閉合、常閉觸點(diǎn)斷開j刀盤電動機(jī)開始順時針旋轉(zhuǎn)。當(dāng)?shù)侗P逆時針旋轉(zhuǎn)信號有輸出,KF3線圈得電,常開觸點(diǎn)閉合。交流接觸器QA3線圈得電,常開觸點(diǎn)閉合、常閉觸點(diǎn)斷開,刀盤電動機(jī)開始逆時針旋轉(zhuǎn)。
(4)自動換刀控制:自動換刀動作流程圖,也是宏程序流程圖如圖9—17所示。
(5)冷卻泵電動機(jī)控制:當(dāng)CNC輸出冷卻信號,KFl線圈得電,KFl常開觸點(diǎn)閉合后,QAl線圈得電,QAl主觸點(diǎn)閉合,冷卻泵電動機(jī)開始旋轉(zhuǎn)。當(dāng)CNC停止輸出冷卻信號或冷卻信號沒有輸出時,KFl線圈失電,KFl常開觸點(diǎn)斷開,QAl線圈失電,QAl主觸點(diǎn)斷開,冷卻泵電動機(jī)停止旋轉(zhuǎn)。
三、主軸控制分析
VMC850B立式加工中心由交流主軸驅(qū)動器DAP03控制7.5kW交流主軸電動機(jī)。如圖9.18所示,為主軸部分連接示意圖。三相交流380V電源從R、s、T端接入,P和B連接制動電阻,u、V、w、PE連接交流主軸電動機(jī)電機(jī)線,接口CN2連接交流主軸電動機(jī)編碼器,CNl連接控制信號線。控制信號線連接CNC和交流主軸驅(qū)動器,利用控制信號線中的信號能夠?qū)崿F(xiàn)CNC對主軸的控制,如:主軸的正反轉(zhuǎn)控制、主軸轉(zhuǎn)速控制、主軸準(zhǔn)停等等;同時還有反饋信號反饋到CNC中,如:主軸轉(zhuǎn)速反饋、速度到達(dá)、準(zhǔn)停完成等。
本章通過幾種典型機(jī)床的電氣與PLC控制系統(tǒng)的分析和介紹,使讀者了解各種電氣控制線路的應(yīng)用及一些典型機(jī)構(gòu)的控制邏輯。進(jìn)而掌握相關(guān)的機(jī)床電氣與PLC控制系統(tǒng)的方法,提高了閱讀電氣控制線路圖和故障分析的能力,同時也為設(shè)計(jì)一般電氣控制線路打下基礎(chǔ)。
分析數(shù)控卷板機(jī)床的電氣與PLC控制系統(tǒng)時,首先應(yīng)對該卷板機(jī)床的類型、使用的CNC、進(jìn)給軸拖動形式、主軸拖動形式、CNC操作、進(jìn)給軸伺服驅(qū)動器功能及操作、變頻器或主軸伺服驅(qū)動器功能及操作、各部件的動作邏輯等有一般的了解。在此基礎(chǔ)上,無論采用哪種讀圖法,都首先閱讀主電路和執(zhí)行元件電路,看其如何反應(yīng)拖動特點(diǎn)及各電動機(jī)的控制和保護(hù)情況;然后再閱讀控制電路,看控制線路是如何實(shí)現(xiàn)上述要求的。在分析控制線路時,可按控制功能的不同,劃分成若干基本控制環(huán)節(jié),逐一進(jìn)行分析。在分析時,要逐一分析它們之間的相互連鎖關(guān)系,最后再全面地看整個線路。所以,在分析控制電路時,可按“化整為零看線路,積零為整看全部”來進(jìn)行,同時還要注意CNC內(nèi)置PLC邏輯控制與機(jī)床電動機(jī)控制相結(jié)合。最后再閱讀其他輔助電路。如果能進(jìn)行現(xiàn)場教學(xué),那么將更有助于增強(qiáng)實(shí)踐和提高讀圖能力。
|
|



