|
|
您現在的位置 > 客戶服務
卷板機PLC的工作原理 |
| 發布時間:2017/6/23 |
當數控卷板機運行時,是通過執行反映控制要求的用戶程序來完成控制任務的,需要執行多的操作,但CPU不可能同時去執行多個操作,它只能按分時操作(串行工作)方式每一次執行一個操作,按順序逐個執行。由于CPU的運算處理速度很快,所以從宏制來看,數控卷板機外部出現的結果似乎是同時(并行)完成的。這種串行工作過程稱為數控卷板機.掃描工作方式。
用掃描工作方式執行用戶程序時,掃描是從第一條程序開始,在無中斷或跳轉控鍘情況下,按程序存儲順序的先后,逐條執行用戶程序,直到程序結束。然后再從頭開蝴描執行,周而復始重復運行。
數控卷板機的掃描工作方式與繼電器一接觸器控制的工作原理明顯不同。繼電器一接觸湖制采用硬邏輯的并行工作方式,如果某個繼電器的線圈通電或斷電,那么該繼電器的常開和常閉觸點不論處在控制線路的哪個位置上,都會立即同時動作;而數控卷板機采用掃作方式(串行工作方式),如果某個軟繼電器的線圈被接通或斷開,其所有的觸點不糊即動作,必須等掃描到該點時才會動作。但由于數控卷板機的掃描速度快,通常數控卷板機與繼一接觸器控制在I/o接口的處理結果上并沒有什么差別。
如圖所示,整個掃描工作過程包括內部處理、通信服務、輸入采樣、程序執行、輸出刷新5個階段。整個過程掃描執行一遍所需的時間稱為掃描周期。掃描周期與CPU運行速度、數控卷板機硬件配置及用戶程序長短有關,典型值為1~100 ms。
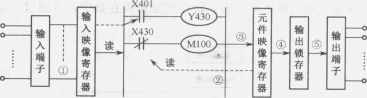
圖 掃描過程示意圖
在內部處理階段,進行數控卷板機白檢,檢查內部硬件是否正常,對監視定時器(WDT)復位,以及完成其他一些內部處理工作。
在通信服務階段,數控卷板機與其他智能裝置實現通信,響應編程器輸入的命令,更新編程器的顯示內容等。
當數控卷板機處于停止(STOP)狀態時,只完成內部處理和通信服務工作。當數控卷板機處于運行(RUN)狀態時,除完成內部處理和通信服務工作外,還要完成輸入采樣、程序執行、輸出刷新工作。
數控卷板機的掃描工作方式簡單直觀,便于程序設計,并為可靠運行提供了保障。當數控卷板機掃描到的指令被執行后,其結果馬上被后面將要掃描到的指令所利用,而且還可通過CPU內部設置的監視定時器來監視每次掃描是否超過規定時間,避免由于CPU內部故障使程序執行進入死循環。
2.數控卷板機執行程序的過程及特點
數控卷板機執行程序的過程分為三個階段,即輸入采樣階段、程序執行階段、輸出刷新階段。
1)輸入采樣階段
在輸入采樣階段,數控卷板機以掃描工作方式按順序對所有輸入端的輸入狀態進行采樣,并存入輸入映像寄存器中,此時輸入映像寄存器被刷新。接著進入程序處理階段,在程序執行階段,即使輸入狀態發生變化,輸入映像寄存器的內容也不會改變,輸入狀態的變化只有在下一個掃描周期的輸入采樣階段才能被采樣到。
2)程序執行階段
在程序執行階段,數控卷板機對程序按順序進行掃描執行。若程序用梯形圖來表示,則總是按先上后下,先左后右的順序進行。當遇到程序跳轉指令時,則根據跳轉條件是否滿足來決定程序是否跳轉。當指令中涉及輸入、輸出狀態時,數控卷板機從輸入映像寄存器和元件映像寄存器中讀出,根據用戶程序進行運算,運算的結果再存入元件映像寄存器中。對于元件映像寄存器來說,其內容會隨程序的執行而變化。
3)輸出刷新階段
當所有程序執行完畢后,進入輸出處理階段。在這一階段里,數控卷板機將輸出映像寄存器中與輸出有關的狀態(輸出繼電器狀態)轉存到輸出鎖存器中,并通過一定方式輸出,驅動外部負載。
因此,數控卷板機在一個掃描周期內,對輸入狀態的采樣只在輸入采樣階段進行。當數控卷板機進入程序執行階段后輸入端將被封鎖,直到下一個掃描周期的輸入采樣階段才對輸入狀態進行重新采樣。這方式稱為集中采樣,即在一個掃描周期內,集中一段時間對輸入狀態進行采樣。
在用戶程序中如果對輸出結果多次賦值,則最后一次有效。在一個掃描周期內,只在輸出刷新階段才將輸出狀態從輸出映像寄存器中輸出,對輸出接I=1進行刷新。在其他階段里輸出狀態一直保存在輸出映像寄存器中,這種方式稱為集中輸出。
對于小型數控卷板機,其I/O點數較少,用戶程序較短,一般采用集中采樣、集中輸出的工作方式,雖然在一定程度上降低了系統的響應速度,但使數控卷板機大多數工作時間與外部輸入/輸出設備隔離,從根本上提高了系統的抗干擾能力,增強了系統的可靠性。
而對于大中型數控卷板機,其I/O點數較多,控制功能強,用戶程序較長,為提高系統響應速度,可以采用定期采樣、定期輸出方式,或中斷輸入、輸出方式以及采用智能I/O接口等多種方式。
從上述分析可知,當數控卷板機的輸入端輸入信號發生變化到數控卷板機輸出端對該輸入變化做出反應,需要一段時間,這種現象稱為數控卷板機輸入/輸出響應滯后。對一般的工業控制,這種滯后是完全允許的。應該注意的是,這種響應滯后不僅是由于數控卷板機掃描工作方式造成,更主要是數控卷板機輸入接口的濾波環節帶來的輸入延遲,以及輸出接口中驅動器件的動作時間帶來輸出延遲,同時還與程序設計有關。滯后時間是設計數控卷板機應用系統時應注意把握的一個參數。
|
|



