|
|
您現在的位置 > 技術資料
卷板機故障分析及處理 |
| 發布時間:2017/1/2 |
卷板機故障分析及處理
(1)卷板機液壓系統的工作原理
采用機液比例控制方案的卷板機纏繞裝置液壓系統原理如圖218所示。卷筒5由直流調速電動機7驅動,轉速傳感器8用于檢測卷籬的實際轉速,卷筒的轉軸通過齒輪減速箱9帶動機械式變量泵10,為平移缸4提供動力油源。電磁換向閥3用來實現平移缸的正常換向,液壓橋路12可實現液壓系統的安全保護并給變量泵補油。平衡閥13用于提高平移缸啟動和換向過程的平穩性。
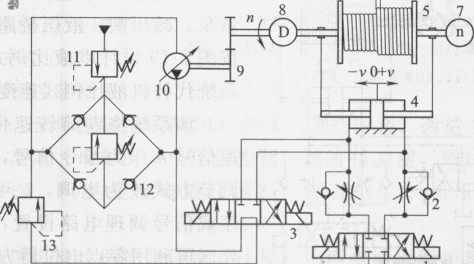
圖218原卷板機纏繞裝置液壓系統原理圖
系統由于非線性因素引起的速度偏差會產生平移缸的位置積累誤差心,當該誤差達到一定值時,線(管)材觸動行程開關6.1或6.2發出信號,控制電磁換向閥1動作,為平移缸提供附加的流量來消除平移缸的位置積累誤差△s。
(2)存在的問題及分析
卷板機纏繞裝置中的機液比例控制系統包含有卷筒、齒輪減速箱、變量泵和平移缸,即 :
K=kakikqkh
式中kd——與線(管)材直徑有關的比例系數;
ki——齒輪減速箱的傳動比;
kq——與變量泵排量有關的傳動比;
ka——與平移缸面積有關的傳動比。
隨著線(管)材產品直徑的變化,k應能方便靈活地進行調整。但當系統定型后,ki、kA為定值,而線(管)材產品直徑d變化時,愚d會發生變化。為保持k為恒值,唯一能調整的環節為ka。由于變量泵采用機械式的調節機構,因此,ka的調節方式單一,調節不方便、不精確,不適于頻繁調整,ka的調整只能在離線狀態下進行,調整時間長,容易產生亂卷現象,增加了廢品率和工人的勞動強度。
另一方面,變量泵存在泄漏,且泄漏量與轉速基本無關,因此,變量泵泄漏量不僅增大平移缸的移動速度死區,而且該泄漏量在不同的轉速下引起的平移缸速度誤差Av是一個影響k值的嚴重的非線性因素,不能及時地給予補償。
當k值調得不夠精確,加上系統非線性因素的影響,平移缸速度誤差Av會迅速加大,只能通過行程開關頻繁地消除平移缸的位置積累誤差△s,這樣會降低系統的平穩性。
(3)采用電液比例控制系統改造卷板機纏繞裝置
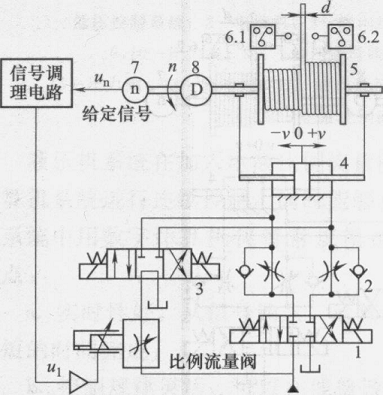
圖219 電液比例式卷板機纏繞裝置液壓系統原理圖
1,3-換向閥;2-單向節流閥;4一液壓缸;5-卷筒;6-壓力繼電器;7一轉速信號;8一測速發電機
針對機液比例式速度同步液壓系統存在的問題,將圖2-18中的減速箱、變量泵、減壓閥、液壓橋路和平衡閥取消,按圖219設計電液比例式速度同步液壓系統代替機液比例式速度同步系統。
該系統將卷筒轉速傳感器輸出的轉速信號行作為指令信號,比例系數k的調節方式改為電調,k可通過計算機程序或信號調理電路設置,平移缸的速度死區可利用零點電位器方便地給予消除。平移缸使用過程中泄漏量引起的比例系數k的非線性變化和平移缸負載變化磁
起液壓閥口壓力、流量關系的非線性對比例系數k的影響均可方便地在信號調理單元進行補償。
原系統中的電磁換向閥3給予保留,用于消除平移缸的位置積累誤差△s。另一方面,可在手動方式下,將平移缸推到行程中的任意位置,便于工人手動處理纏繞過程中線(管)材排列不均勻的問題。
通過合理設定比例系數k和系統的零點,可以保證平移缸的運動速度與卷筒轉速保持嚴格的比例關系,且卷筒在低速旋轉時,平移缸有平穩的速度輸出。采用電液比例同步系統代替機液比例同步液壓系統,比例系數調整方便,簡化了系統,降低了設備造價;減少了故障點,提高了設備可靠性;纏繞過程更加平穩,減少了廢品率;電液比例式卷板機纏繞裝置在工程上已獲得成功應用。
|
|



